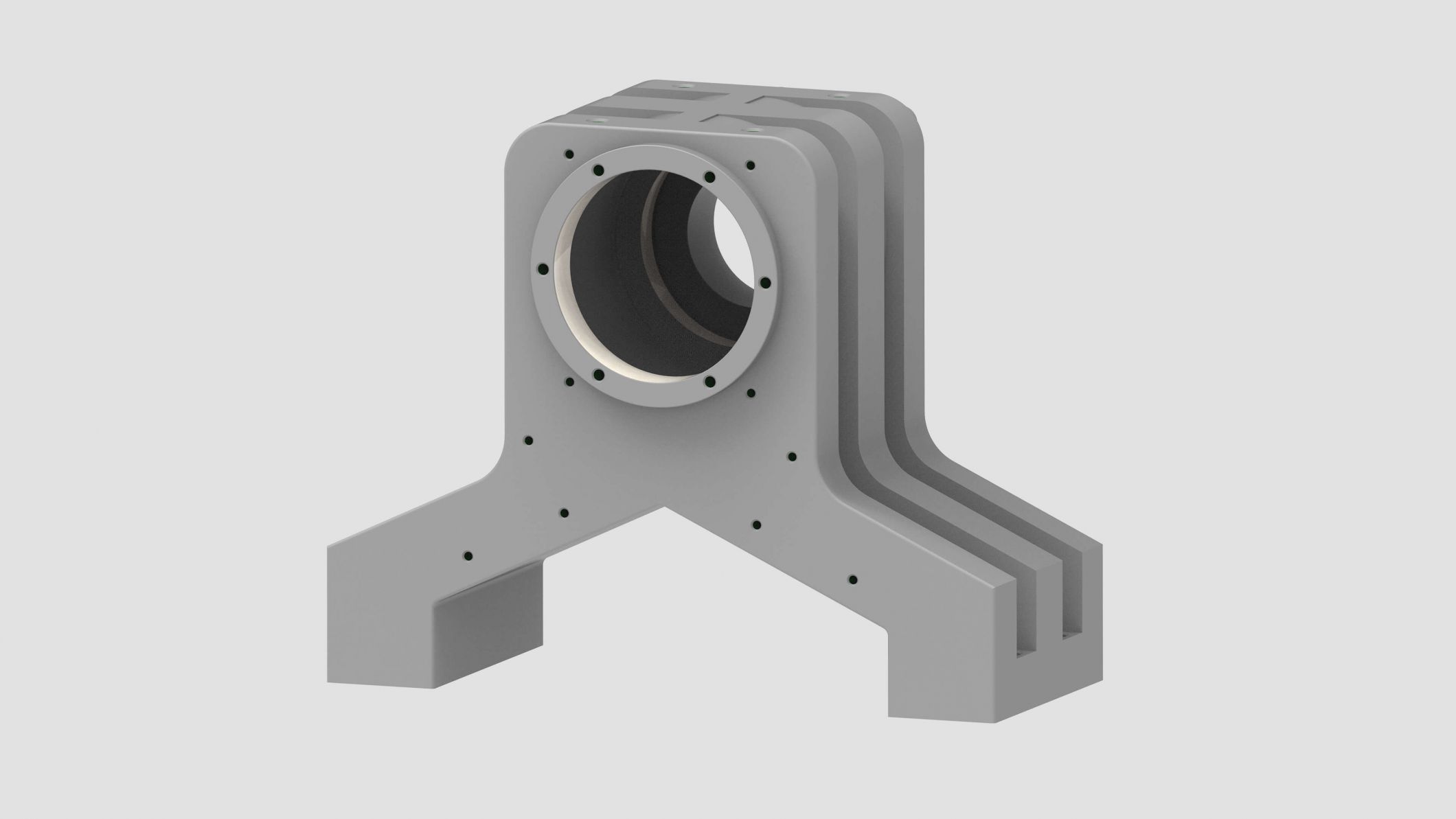
加工中心主轴壳的孔用精镗刀分3班生产。由于严格的公差和当前的加工工艺要求,操作工需要持续关注加工过程。
材质:灰铸铁(GJL-300)
要求
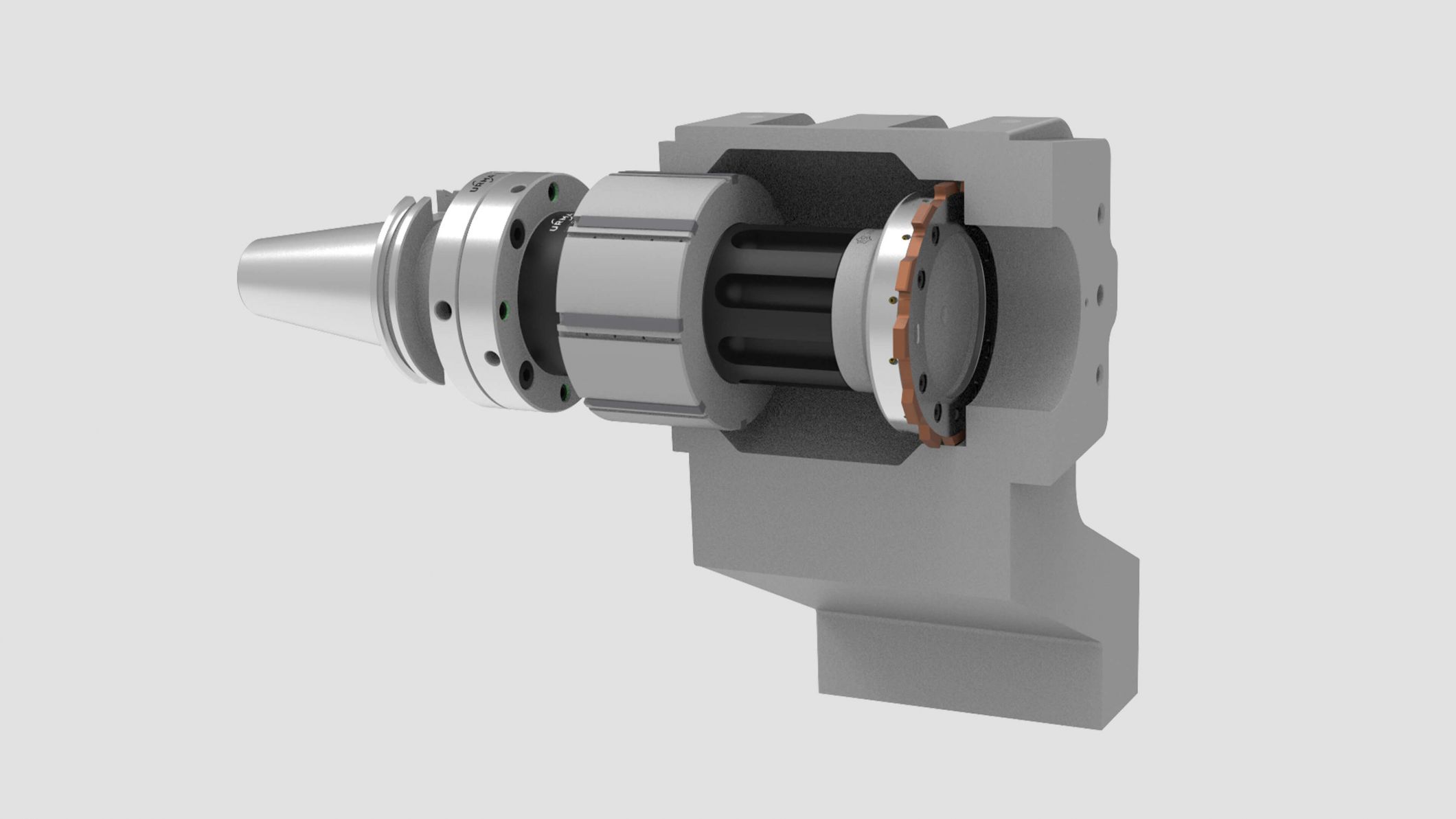
12齿多刃RX铰刀
陶瓷导向支撑块有助于铰刀片保持所需的同轴度。
RX铰刀实现了较高的工艺可靠性,成功地取代了现有的精镗刀。操作员的手动干预减少到最低限度,从而实现自动化生产。