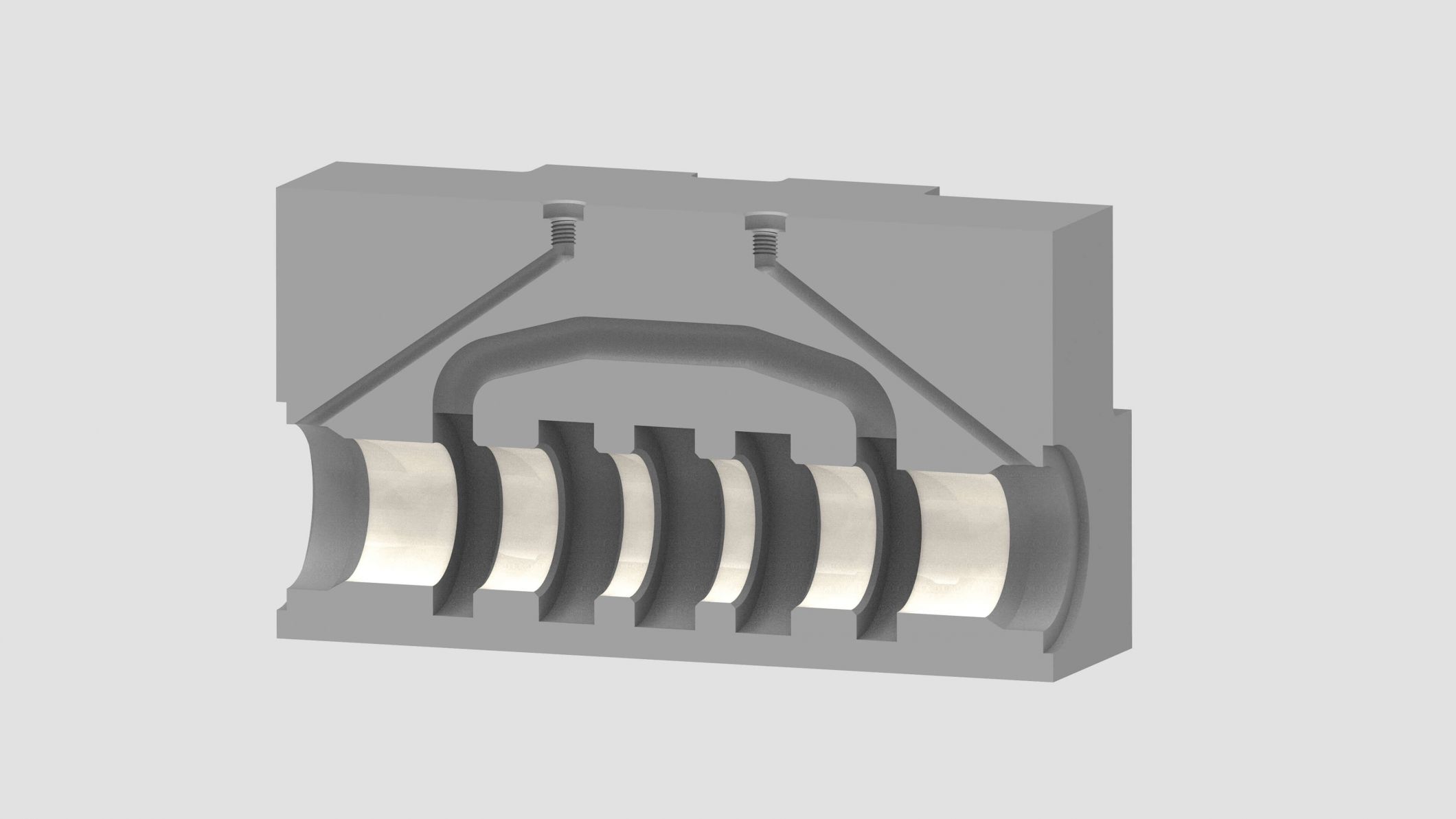
液压阀组的阀芯孔以其高精度要求而闻名。常用的加工方法是使用单刃铰刀,然后进行珩磨加工。在这种情况下,重点是减少加工时间,同时保持严格的公差。
材质:球墨铸铁(GJS-400)
要求
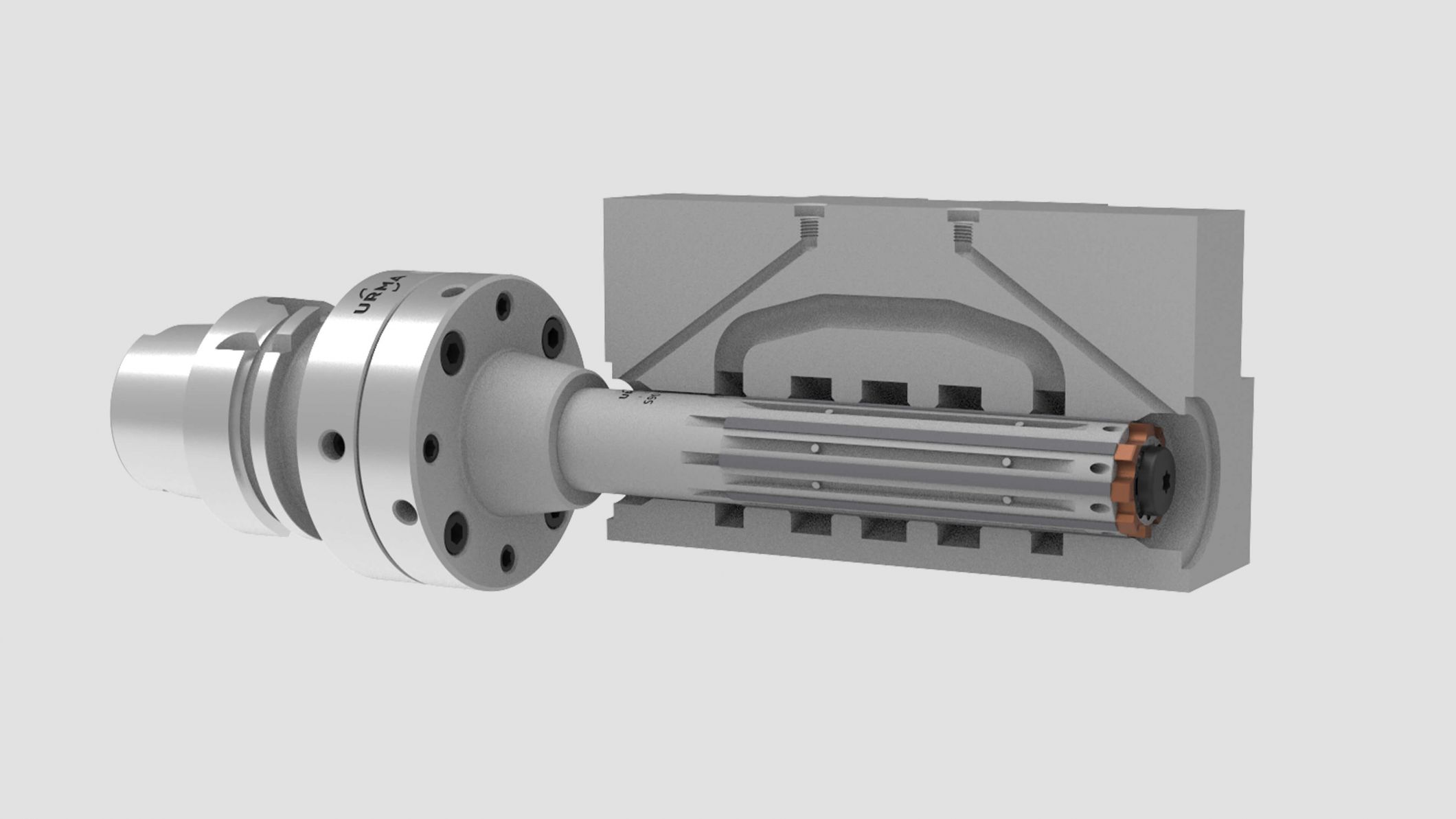
得益于多刃RX铰刀,进给速度最高。
快换系统实现在几秒钟内更换刀片,无需从机器上拆下刀具并进行额外调整。
具有较大公差的液压阀块无需额外的珩磨操作即可完成。